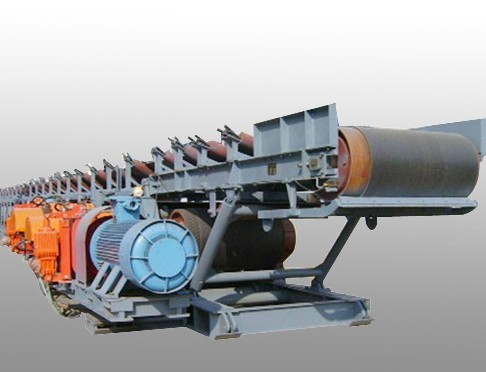
皮带输送机简介:
皮带输送机又称胶带输送机,输送带根据摩擦传动原理而运动,适用于输送堆积密度小于1.67/吨/立方米,易于掏取的粉状、粒状、小块状的低磨琢性物料及袋装物料,如煤、碎石、砂、水泥、化肥、煤渣、等。胶带输送机可在环境温度-20℃至+40℃范围内使用,被送物料温度小于60℃。其机长及装配形式可根据用户要求确定,传动可用电滚筒,也可用带驱动架的驱动装置。
皮带输送机适用范围:
可以用于水平运输或倾斜运输,使用非常方便,广泛应用于现代化的各种工业企业中,如:矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中。根据输送工艺要求,可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,以满足不同布置形式的作业线需要。
皮带输送机技术参数:
皮带输送机优势有哪些:
1.皮带输送机在工作过程中应有固定人员看管。看管人员必须是具有一般技术常识及对本输送机的性能比较熟悉。
2.企业应制定输送机应“设备维护、检修、安全操作规程”以便看管人员遵守。看管人员必须有交接班制度。
3.向皮带输送机给料应该均匀,不得给料过多而使进料漏斗被物料塞满而溢出。
4.输送机工作过程中,非看管人员不得靠近机器;**人员不得触摸**旋转部件。发生故障时,必须立即停止运转,消除故障。如有不易立即消除但对工作无过大影响的缺陷,应作记载,待检修时消除。
5.看管输送机时,应经常观察各部件的运行情况,检查各处连接螺栓,发现松动及时拧紧。但对禁止输送机运转时,对输送机的运转部件进行清扫和修理。
6.尾部装配的螺旋拉紧装置应调整适宜,保持输送带具有正常工作的拉力。看管人员应经常观察输送带的工作情况,局部损坏的地方,应视其破损程度(既是否对生产造成影响)而决定是否立即更换或待检修时更换新的。对拆下的输送带应视其磨损程度而另作它用。
7.看管皮带输送机时在于观察其工作状态、清扫、润滑以及检查调整螺旋拉紧装置等零星工作。
8.皮带输送机一般情况下应在无负荷时起动,在物料卸完后停车。
皮带输送机安装步骤有哪些:
安装顺序带式输送机一般按下列顺序进行安装:基础验收-测量复查-头架、尾架-中间架、漏斗-传动滚筒、改向滚筒-驱动装置-上、下托辊-胶带胶接-导料挡板、卸料装置、清扫器、止动器-拉紧装置调整-安全防护装置-试运转。
安装要点带式输送机运行中常见的故障是胶带跑偏,大多是由于安装中心线不直、滚筒轴心线同输送机中心线不垂直、托辊轴线同胶带中心线不垂直、胶带接头不直等原因而引起。为保证安装质量,应做到以下几点:⑴头架、尾架中心线与输送机纵向中心线应重合,公差为3mm。⑵滚筒横向中心线与输送机纵向中心线应重合,公差为2mm;滚筒轴心线与输送机纵向中心线应垂直,公差为2/1000;滚筒上母线的水平度公差为0.5/1000,可用垫板在支架处调整。⑶托辊横向中心线与输送机纵向中心线应重合,公差为3mm。⑷胶带胶接头两侧边缘要保持呈一条直线。输送机无负荷试运转2h,运转中输送带应不打滑、不跑偏、运行平稳,运动部件与机体应无摩擦和撞击现象。
皮带输送机又称胶带输送机,输送带根据摩擦传动原理而运动,适用于输送堆积密度小于1.67/吨/立方米,易于掏取的粉状、粒状、小块状的低磨琢性物料及袋装物料,如煤、碎石、砂、水泥、化肥、煤渣、等。胶带输送机可在环境温度-20℃至+40℃范围内使用,被送物料温度小于60℃。其机长及装配形式可根据用户要求确定,传动可用电滚筒,也可用带驱动架的驱动装置。
皮带输送机适用范围:
可以用于水平运输或倾斜运输,使用非常方便,广泛应用于现代化的各种工业企业中,如:矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中。根据输送工艺要求,可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,以满足不同布置形式的作业线需要。
皮带输送机技术参数:
| 皮带宽度(mm) | 输送长度(m)/功率(kw) | 输送速度(m/s) | 输送量(t/h) | ||
| 400 | ≤12/1.5 | 12-20/2.2-4 | 20-25/4-7.5 | 1.3-1.6 | 40-80 |
| 500 | ≤12/3 | 12-20/4-5.5 | 20-30/5.5-7.5 | 1.3-1.6 | 60-150 |
| 650 | ≤12/4 | 12-20/5.5 | 20-30/7.5-11 | 1.3-1.6 | 130-320 |
| 800 | ≤6/4 | 6-15/5.5 | 15-30/7.5-15 | 1.3-1.6 | 280-540 |
| 1000 | ≤10/5.5 | 10-20/7.5-11 | 20-40/11-22 | 1.3-2.0 | 430-850 |
| 1200 | ≤10/7.5 | 10-20/11 | 20-40/15-30 | 1.3-2.0 | 655-1280 |
皮带输送机优势有哪些:
1.皮带输送机在工作过程中应有固定人员看管。看管人员必须是具有一般技术常识及对本输送机的性能比较熟悉。
2.企业应制定输送机应“设备维护、检修、安全操作规程”以便看管人员遵守。看管人员必须有交接班制度。
3.向皮带输送机给料应该均匀,不得给料过多而使进料漏斗被物料塞满而溢出。
4.输送机工作过程中,非看管人员不得靠近机器;**人员不得触摸**旋转部件。发生故障时,必须立即停止运转,消除故障。如有不易立即消除但对工作无过大影响的缺陷,应作记载,待检修时消除。
5.看管输送机时,应经常观察各部件的运行情况,检查各处连接螺栓,发现松动及时拧紧。但对禁止输送机运转时,对输送机的运转部件进行清扫和修理。
6.尾部装配的螺旋拉紧装置应调整适宜,保持输送带具有正常工作的拉力。看管人员应经常观察输送带的工作情况,局部损坏的地方,应视其破损程度(既是否对生产造成影响)而决定是否立即更换或待检修时更换新的。对拆下的输送带应视其磨损程度而另作它用。
7.看管皮带输送机时在于观察其工作状态、清扫、润滑以及检查调整螺旋拉紧装置等零星工作。
8.皮带输送机一般情况下应在无负荷时起动,在物料卸完后停车。
皮带输送机安装步骤有哪些:
安装顺序带式输送机一般按下列顺序进行安装:基础验收-测量复查-头架、尾架-中间架、漏斗-传动滚筒、改向滚筒-驱动装置-上、下托辊-胶带胶接-导料挡板、卸料装置、清扫器、止动器-拉紧装置调整-安全防护装置-试运转。
安装要点带式输送机运行中常见的故障是胶带跑偏,大多是由于安装中心线不直、滚筒轴心线同输送机中心线不垂直、托辊轴线同胶带中心线不垂直、胶带接头不直等原因而引起。为保证安装质量,应做到以下几点:⑴头架、尾架中心线与输送机纵向中心线应重合,公差为3mm。⑵滚筒横向中心线与输送机纵向中心线应重合,公差为2mm;滚筒轴心线与输送机纵向中心线应垂直,公差为2/1000;滚筒上母线的水平度公差为0.5/1000,可用垫板在支架处调整。⑶托辊横向中心线与输送机纵向中心线应重合,公差为3mm。⑷胶带胶接头两侧边缘要保持呈一条直线。输送机无负荷试运转2h,运转中输送带应不打滑、不跑偏、运行平稳,运动部件与机体应无摩擦和撞击现象。

 首页
首页
 电话
电话
 联系
联系